Prusa i3 MK3S¶
Im Clubbesitz seit Juni 2019.
Der Prusa i3 ist ein quelloffener 3D Drucker, welcher mit verschiedensten Plastiksorten 3D Modelle drucken kann. Quelloffen heißt: Konstruktionszeichnungen wie auch der Quellcode der Software sind offen zugänglich.
Prusa i3 MK3S mit Kameraarm
Darf ich den 3D Drucker benutzen?¶
Wenn Du dir diese Frage stellen musst, lautet die Antwort wahrscheinlich: Nein.
Jedes Clubmitglied benötigt zwingend eine Einweisung auf den 3D Drucker. Vorher ist die unbeaufsichtigte Benutzung nicht gestattet!
Ansprechpartner für eine Einweisung: Christian
Tipp
Du kennst die Basics und hast keinen Bock so viel zu lesen? Springe direkt zur Too long, didn’t read Sektion.
Kamera + Stream¶
Am Drucker ist eine Kamera befestigt, welche Live auf Twitch streamt.
3D Modell vorbereiten¶
3D Modelle findet man im Internet überlicherweise als .stl Datei. Diese Datei muss in
ein so genanntes Slicer Programm geladen werden, welches das 3D Modell in für den 3D Drucker
verständlichen GCode umwandelt.
Gleichzeitig kümmert sich der Slicer um Fliamentspzifische besonderheiten, Ränder um die Haftung zu verbessern und Stützmaterial.
Unter https://www.prusa3d.de/treiber/ findet man eine speziell für den Prusa i3 angepasste version von Slic3r, welches auch schon alle benötigten Profile für den Drucker und die Filamente enthält.
Modell importieren¶
In ein Slic3r Projekt lassen sich beliebig viele 3D Modelle importieren, solange die Druckfläche
groß genug ist. Ist ein Modell importiert (Shortcut Strg+I), sollte man die mit
dem Shortcut A automatisch ausrichten lassen.
In der Sidebar auf der linken Seite können nun die wichtigsten Einstellungen erledigt werden:
Print Settings
Das vorkonfigurierte Profil für den Drucker. Standard ist 0.15mm Quality MK3.
Filament
Wir haben aktuell nur Prusament (Filament vom Druckerhersteller).
Die einzigen Einstellungen die benötigt werden sind also
Prusa ABS oder Prusament PLA”.
Supports
Steuert die Erzeugung von Suportmaterial, welches benötigt wird, wenn teile des Modells “in der Luft” hängen. “Support on build plate only” sollte in vielen Fällen ausreichend sein.
Infill
Das “Innenleben” eines 3D Modells wird in einem Wabenmuster gedruckt, um Material zu sparen. Mit dieser Einstellung kann festgelegt werden, wie dieses Wabenmuster generiert wird. Bei 100% wird kein Wabenmuster erzeugt und “massiv” gedruckt.
Brim
Es wird ein Rand um das Modell erzeugt, welcher die Haftung stark steigert. Die Einstellung will man eigentlich immer. Unabhängig von dem Modell was man druckt.
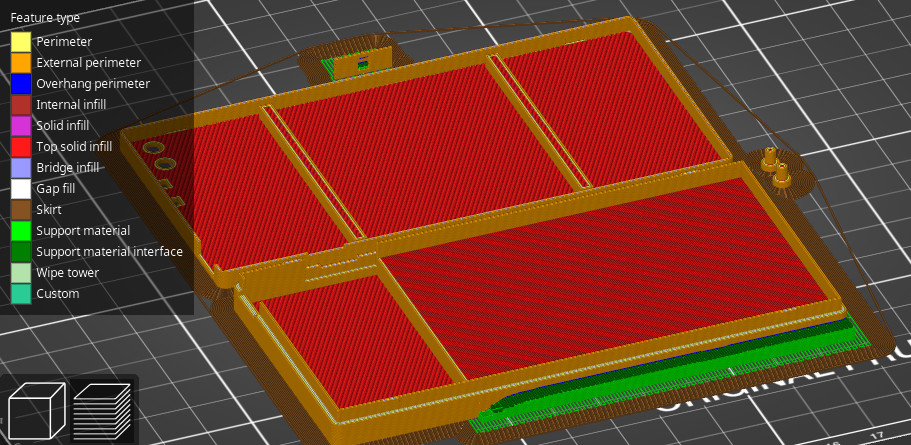
Durch den Slicer gelaufenes Modell mit Rand und Support Material
GCode exportieren¶
Die .gcode Datei kann direkt auf die SD Karte des 3D Druckers abgespeichert werden.
Warnung
Immer die sicher entfernen Funktion vom Betriebssystem benutzen! Ansonsten kann es passieren, dass der Druck unvollständig endet.
Inbetriebnahme¶
- Netzschalter auf der Rückseite anschalten
- Start des Druckers abwarten
Display¶
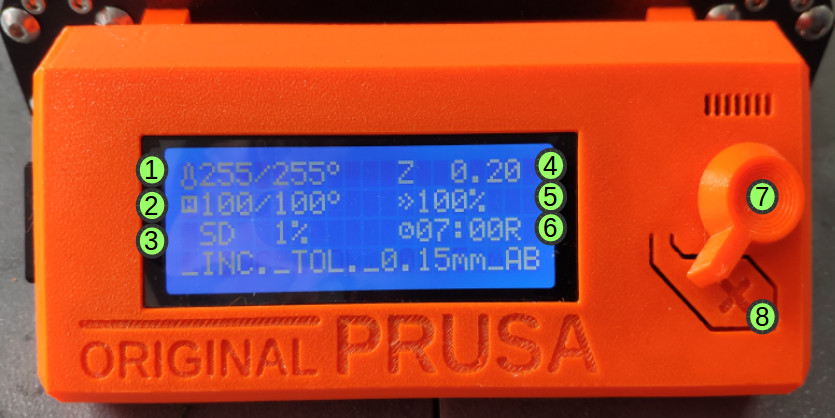
Das Hauptdisplay
- Aktuelle und Zieltemperatur der Nozzle in Celsius
- Aktuelle und Zieltemperatur des Druckbettes in Celsius
- Fortschritt des Drucks in Prozent
- Position der Z-Achse
- Druckgeschwindigkeit in Prozent
- Verbleibende Zeit in Stunden und Minuten
- Menüsteuerung (drehen = scrollen; klicken = aktuellen Menüeintrag auswählen)
- Sofortiger, harter Abbruch des Drucks
Filament einsetzen bzw wechseln¶
Warnung
Beim einlegen bzw wechseln des Filaments muss vor allem auf die korrekte Temperatur des Hotends geachtet werden.
Filament entladen¶
- Die Nozzle über
Menürad Click -> Settings -> Temperature -> Nozzleauf die für das Filament korrekte Temperatur (PLA: 215°C, ABS: 250°C) einstellen - Aufheizen abwarten
- Über
Menürad Click -> Unload Filamentvorhandenes Filament entladen
Tipp
Man kann auch die Funktion Unload Filament im Menü benutzen, ohne
vorher die Nozzle aufzuheizen. Dann wird aber auch das Heizbett
aufgeheizt. Dies wird über die manuelle Steuerung vermieden.
Filament laden¶
- Die Nozzle über
Menürad Click -> Settings -> Temperature -> Nozzleauf die für das Filament korrekte Temperatur (PLA: 215°C, ABS: 250°C) einstellen - Aufheizen / Abkühlen abwarten
- Filament in den Extruder einführen und vom Extruder reinziehen lassen
- Farbe des aus der Spitze austretenden Fadens prüfen
- Frage auf dem Display nach der korrekten Farbe entsprechend beantworten
- Aus der Spitze ausgetretenen Faden entfernen
Tipp
Man kann alternativ die Funktion Autoload Filament im Menü nutzen,
dann wird aber auch das Heizbett aufgeheizt. Dies wird über die
manuelle Steuerung vermieden.
Warnung
Falls Du nicht sofort mit einem Druck beginnen willst, solltest Du nun
über Preheat -> Cooldown die Heizung wieder ausschalten.
Druckbett vorbereiten¶
Das Druckbett besteht aus dem Heizbett und einer Federstahlplatte, welche durch sehr starke Magneten auf dem Heizbett befestigt ist.
Federstahlplatte entfernen¶
- Platte an der zum Display gewandten Seite an den markierten Stellen greifen und anheben
- Platte zum Display ziehen und somit vom Heizbett entfernen
Federstahlplatte vorbereiten¶
- Filamentreste entfernen
- Im kalten Zustand 1-2 Lagen Haarspray aufsprühen
- Federstahlplatte wieder auf das Heizbett einsetzen
Tipp
Das Haarspray got2b Sprühkleber funktioniert bisher am besten.
Warnung
AUF KEINEN FALL darf auf dem Heizbett selbst gedruckt werden! Es muss immer die Federstahlplatte benutzt werden!
Federstahlplatte reinigen¶
- Warmes Wasser ins Waschbecken füllen (kein Spühli!)
- Mit einem weichen Lappen/Schwamm reinigen
- Mit einem Handtuch trocknen
- Anschließend die Fläche mit Isopropanol von Fettfingern befreien
Durck starten¶
- Über
Menürad Click -> Preheatdas für das Filament passende Profil wählen - Aufheizen abwarten
- Über
Menürad Click -> Print from SDdie gcode Datei auswählen - Düse von Plastikfäden befreien
- Start des Druckvorgangs abwarten
Warnung
Man sollte den Druckvorgang unbedingt mindestens bis die erste Schicht gedruckt ist überwachen. Hier kann am meisten schief gehen.
Druckergebnis lösen¶
- Federstahlplatte an den zum Display gewandten Ecken anheben und vom Heizbett ablösen
- Federstahlplatte vorsichtig und leicht biegen
- Druckerzeugnis von der Platte nehmen
- Prüfen ob die Heizung sich abgeschaltet hat bzw den 3D komplett ausschalten
Fertig. :-)
Too long, didn’t read¶
Warnung
Diese Sektion sollte nur benutzt werden, wenn Du schon weißt was alles schief gehen kann!
3D Modell¶
- An einer Einweisung auf den 3D Drucker teilnehmen
- STL Datei(en) in den Prusa Slicer importieren
- Modelle ausrichten
- Filament auswählen
- Rand aktivieren
- ggf. Support Material aktivieren
- Slicen
- GCode auf die SD Karte kopieren
Druck¶
- Vorm Filament entladen über
Menürad Click -> Settings -> Temperature -> Nozzledie Temperatur korrekt einstellen - Filament entladen
- Vorm Filament laden über
Menürad Click -> Settings -> Temperature -> Nozzledie Temperatur korrent einstellen - Filament in den Extruder stecken und einziehen lassen, Anweisungen auf dem Display folgen
- Federstahlplatte ggf. reinigen
- Federstahlplatte abnehmen und mit 1-2 Schichten Haarspray besprühen
- Über
Menürad Click -> Preheatdie für das Filament korrekte Temperatur einstellen - Über
Menürad Click -> Print from SDdie GCode Datei auswählen
Nachbereitung¶
- Federstahlplatte vom Drucker lösen
- Federstahlplatte leicht biegen und damit Druckerzeugnis von der Federstahlplatte lösen
- Heizung bzw kompletten Drucker ausschalten